立式卷取機(jī)裝配圖cad圖紙 卷筒Φ500×350
- 文件介紹:
- 該文件為 dwg 格式(源文件可編輯)�����,下載需要
20 積分
-
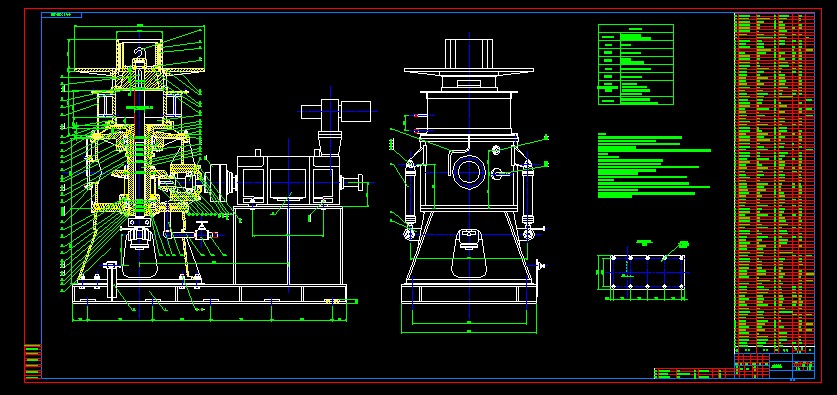
- 技術(shù)要求
1����、零件在裝配前必須清理和清洗干凈���,不得有毛刺�、飛邊��、氧化皮��、銹蝕、切屑����、油污和灰塵���。
2����、零����、部件的各潤滑處���,裝配時必須注入適量的潤滑脂(或油)�。
3、花件裝配時,同時接觸的齒數(shù)不得小于2/3����,接觸率在鍵齒的長度和高度方向不得低于50%�。
4�����、花鍵移動應(yīng)自如���,不得有松緊不勻現(xiàn)象��。
5、各處滾動軸承裝配時,應(yīng)注入相當(dāng)于軸承腔容積約50%的清潔潤滑脂,軸承熱裝時加熱溫度應(yīng)不高于120°����,各種軸承裝配后必須轉(zhuǎn)動靈活���。
6�、弧齒錐齒輪的裝配:
大齒輪的位置調(diào)正�����,可在與花鍵套結(jié)合處加墊或切屑花鍵套配合處之厚度���。
小齒輪的位置調(diào)整可通過件7與箱體結(jié)合處加墊片組或切屑件7翻邊厚度��。
保證大小齒輪嚙合正常,檢查接觸斑點(diǎn)沿齒高方向不少于60%,沿齒長方向不少于60%�,并保證齒輪轉(zhuǎn)動靈活、自如�。
7����、各密封處���,均應(yīng)保證正常����。不準(zhǔn)有滲水����,滲油等泄漏現(xiàn)象出現(xiàn)。
8�����、齒輪嚙合的噴油嘴�,方向應(yīng)指向嚙合交點(diǎn)。
9、件號56冷卻水套之出水管R2",接管時必須由此標(biāo)高往下方接,使之順利往下流凈,防止套內(nèi)存水����。
10����、總裝后試車:
產(chǎn)品試轉(zhuǎn)動前,機(jī)器內(nèi)部及其附件應(yīng)無阻礙物,各潤滑部分應(yīng)有足夠的潤滑油�,各種連接處應(yīng)連接妥當(dāng)��。
正式試驗(yàn)前,應(yīng)先用手轉(zhuǎn)動或用短沖擊方式啟動電機(jī),使機(jī)器緩慢的運(yùn)轉(zhuǎn)一周,確認(rèn)無阻時方能正式轉(zhuǎn)動,機(jī)器應(yīng)能雙向轉(zhuǎn)動���,故應(yīng)做雙向試車,試車時,應(yīng)反復(fù)做縮芯動作����。
在試轉(zhuǎn)中,必須注意檢查各機(jī)件的運(yùn)行及發(fā)熱情況��,發(fā)現(xiàn)毛病時必須立即停車檢查�,排除毛病后,再重新試車�。
11����、涂漆要求按全線的統(tǒng)一要求進(jìn)行����。
...
 熱門關(guān)鍵詞:
熱門關(guān)鍵詞:


 豫公網(wǎng)安備 41072402000322號
豫公網(wǎng)安備 41072402000322號


