MGS4360ļp▀Mļp│÷─ź├║ÖC┐éłD
- ╬─╝■ĮķĮBŻ║
- įō╬─╝■×ķ dwg Ė±╩ĮŻ©į┤╬─╝■┐╔ŠÄ▌ŗŻ®Ż¼Ž┬▌dąĶę¬
20 ĘeĘų
-
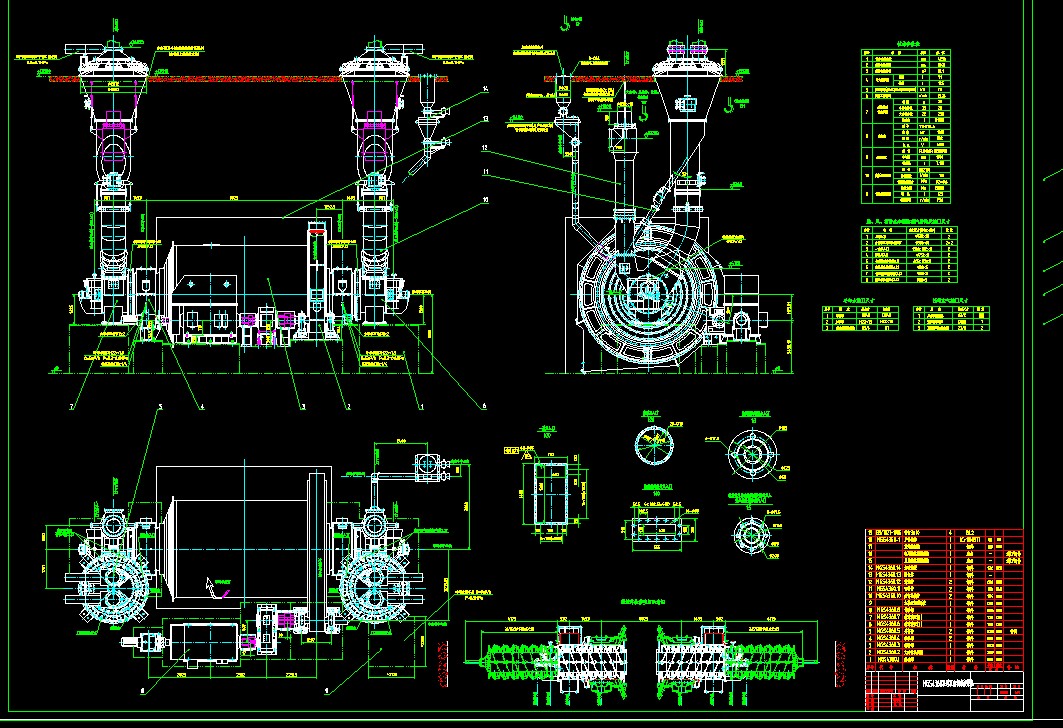
- MGS4360ļp▀Mļp│÷─ź├║ÖC┐éłD
6.╩®╣żĘĮĘ©
6.1╩ņŽżłD╝łŻ║╩ņŽż┼c─ź├║ÖC░▓čbėąĻPĄ─╦∙ėąłD╝łŻ¼╝░─ź├║ÖC░▓čbšf├„Ģ°ĪŻ 6.2░▓čbĒśą“Ż║
▌S│ąęr╣╬čąĪ·╗∙ĄA«ŗŠĆĪ·Ąū░Õ░▓čbĪ·ų„▌S│ąŽ┬▓┐░▓čbĪ·ųą┐š▌S░▓čbĪ·═▓¾w░▓čbĪ·ų„▌S│ą╔Ž▓┐░▓čbĪ·┤¾²X▌å░▓čbĪ·ąĪ²X▌å░▓čbĪ·“īäėčbų├░▓čbĪ·═▓¾węr░Õ░▓čbĪ·▌ö╦═čbų├░▓čbĪ·ĘųļxŲ„░▓čbĪ·Ė▀Ą═ē║ė═šŠ╝░╣▄Ą└░▓čbĪ·└õģs╦«░▓čbĪ·┤¾²XØÖ╗¼čbų├Ī·Ž¹ę¶šų░▓čb 6.3 ╗∙ĄAäØŠĆŻ║
Ė∙ō■łD╝łĮo│÷Ą─│▀┤ńŻ¼ė├─½ČĘ╗“ėø╠¢╣PäØ│÷Ė„▓┐ųąą─ŠĆĪŻę¬Ū¾ų„┐vÖMųąą─ŠĆ┼cÕüĀtųąą─ŠĆĄ─ŠÓļxš`▓ŅĪ└10mmŻ¼ś╦Ė▀š`▓ŅĪ└5mmŻ¼ųąą─ŠÓš`▓ŅĪ└3mmŻ¼ī”ĮŪš`▓ŅĪ└2mmĪŻ 6.4ē|ĶFĪóĄž─_┬▌╦©┼õų├Ż║
Ę┼ų├ē|ĶFĄ─╗ņ─²═┴▒Ē├µ▒žĒÜū┴ŲĮĪŻ╔½ėĪÖz▓ķĮėė|├µæ¬Š∙ä“Ż¼Įėė|├µĘe▓╗ąĪė┌75%ĪŻ├┐ĮMē|ĶF▓╗Ą├ČÓė┌4ēKĪŻē|ĶFų«ķgĮėė|┴╝║├Ż¼ė├0.10mmĄ─╚¹│▀æ¬╚¹▀MąąÖz▓ķŻ¼Šų▓┐▓Õ╚ļ╔ŅČ╚▓╗│¼▀^
Įėė|ķLČ╚Ą─20%ĪŻ▒Š╣ż│╠─ź├║ÖCŲĮē|ĶFęÄĖ±×ķ2003100325Ż¼ą▒ē|ĶF│▀┤ń═¼ŲĮē|ĶFŻ¼ą▒Č╚1Ż║16.7ĪŻ├┐éĆĄž─_┬▌╦©┐ū▒žĒÜ┼õų├2ĮMē|ĶFŻ¼▌^ķLĄ─Ąū░Õæ¬├┐Ė¶300mmįOų├1ĮMē|ĶFĪŻķ_ŽõÖz▓ķÅS╝ę╦∙╣®Ąž─_┬▌╦©Ż¼ų▒ÅĮĪóķLČ╚Ę¹║Žę¬Ū¾ĪŻ 6.5 ų„▌S│ąĄū░ÕĄ─░▓čbŻ║
6.5.1Ąū░Õė├Özą▐ļŖäė║∙╠JĄ§čbŠ═╬╗ĪŻ
6.5.2Ąū░Õ░▓čbŪ░Ż¼Ž╚ė├├ōŲßä®ĪóõōĮz╦óĪó├▐╝åĄ╚ÅžĄūŪÕ└ĒĄū░Õ╔ŽŽ┬▒Ē├µŻ¼╩╣ų«┼c╗∙ĄA║═─ź├║ÖCįOéõĄ─Įėė|├µ╔Žø]ėą╚╬║╬ļs╬’ĪŻ
6.5.3Ąū░ÕĄ§čbŠ═╬╗║¾Ż¼╩╣Ąū░ÕĄ─ųąą─ŠĆ┼c╗∙ĄAĄ─┐vÖMųąą─ŠĆī”š²Ż¼į╩įSŲ½▓Ņ▓╗┤¾ė┌2®LĪŻĄū░ÕŠ═╬╗║¾Ż¼ė├õōųŲē|ĶFš{š¹Ąū░Õ▒Ē├µś╦Ė▀║═╦«ŲĮČ╚Ż¼ś╦Ė▀š`▓ŅĪ└10mmŻ¼╦«ŲĮČ╚Ų½▓ŅĪ▄0.10mmŻ¼Ąū░Õų«ķgķgŠÓŲ½▓ŅĪ▄1mmŻ¼Ąū░Õų«ķgī”ĮŪŲ½▓ŅĪ▄2mmŻ¼Ąū░ÕŽÓī”ś╦Ė▀Ų½▓ŅĪ▄0.2mmĪŻ 6.6ų„▌S│ąŽ┬▓┐░▓čb 6.6.1▌S│ąū∙░▓čbŻ║
▌S│ąū∙░▓čbŪ░Ż¼Ž╚ė├├ōŲßä®ĪóõōĮz╦óĪó├▐╝åĄ╚ÅžĄūŪÕ└Ē▌S│ąū∙┼cĄū░ÕĄ─Įėė|├µĪŻ ęįųąą─Č©╬╗õN║═Ū“├µĄ─ę╗├µ×ķ╗∙£╩Ż¼┤_Č©Ū“├µĄ─┐vŽ“▌SŠĆĪŻ į┌▌S│ą▒Š¾wĄ─čb┼õĘ©╠m╔Ž«ŗXĪóY▌SŠĆĪŻÅ─Č©╬╗õNķ_╩╝ę▓ꬫŗ│÷ÖMŽ“▌SŠĆĪŻį┌▌S│ą▒Š¾w╔Ž┼c▌S│ąū∙▀BĮė╠Äę▓«ŗ│÷XĪóY▌SŻ¼░č▌S│ąū∙Š═╬╗į┌Ąū░Õ╔ŽŻ¼╩╣▌SŠĆ┼cĄū░Õ▌SŠĆŽÓę╗ų┬ĪŻŻ©ė├╚¹│▀Öz▓ķ▌S│ąū∙Ąū├µ┼cĄū░Õų«ķgĄ─ķgŽČŻ¼ķgŽČæ¬ąĪė┌0.1 ®LŻ¼Ūę▓Õ╚ļ╔ŅČ╚Ī▄100mmŻ¼╚ń▓╗║ŽĖ±Ż¼ī”▌S│ąū∙║═Ąū░Õ▀Mąąčą─źŻ®░čĄū░Õ║═▌S│ąŽ┬░ļ▓┐ų«ķgĄ─┬▌╦©░┤łD╝łę¬Ū¾öQŠoĪŻ 6.6.2▌S═▀░▓čbŻ║
6.6.2.1▌S═▀░▓čbŪ░Ż¼▒žĒÜ▀Mąą╦«ē║įć“×║═╣╬čąĪŻ╦«ē║įć“×ē║┴”×ķ0.8MPĪŻ╣╬čąę¬Ū¾×ķŻ║▌S═▀į┌90ĪŃĘČć·ā╚Ż¼į┌10310mm2Ą─ĘČć·ā╚Ą─├µĘe╔Ž▓╗╔┘ė┌2³cŻ¼▌S═▀╣╬čą▓╗Ą├╩╣ė├┤·ė├▌SŅiĪŻ 6.6.2.2ŪÕ└Ē▌S│ąū∙║═▌S═▀Ż¼▓ó═┐╔Žę╗īėČ■┴“╗»ŃfØÖ╗¼ä®Ż¼▓╗─▄ęŲäėĖ„ūįĄ─╣®ė═┐┌Ż¼░č▌S═▀┬õį┌▌S│ąū∙╔ŽĪŻ ...
 ¤ßķTĻPµIį~Ż║
¤ßķTĻPµIį~Ż║


 įź╣½ŠW░▓éõ 41072402000322╠¢
įź╣½ŠW░▓éõ 41072402000322╠¢


